Inspiration information and how to on casting wheels for combat robots all shapes and sizes! Movement is the most important part of your robot, so wheels matter!
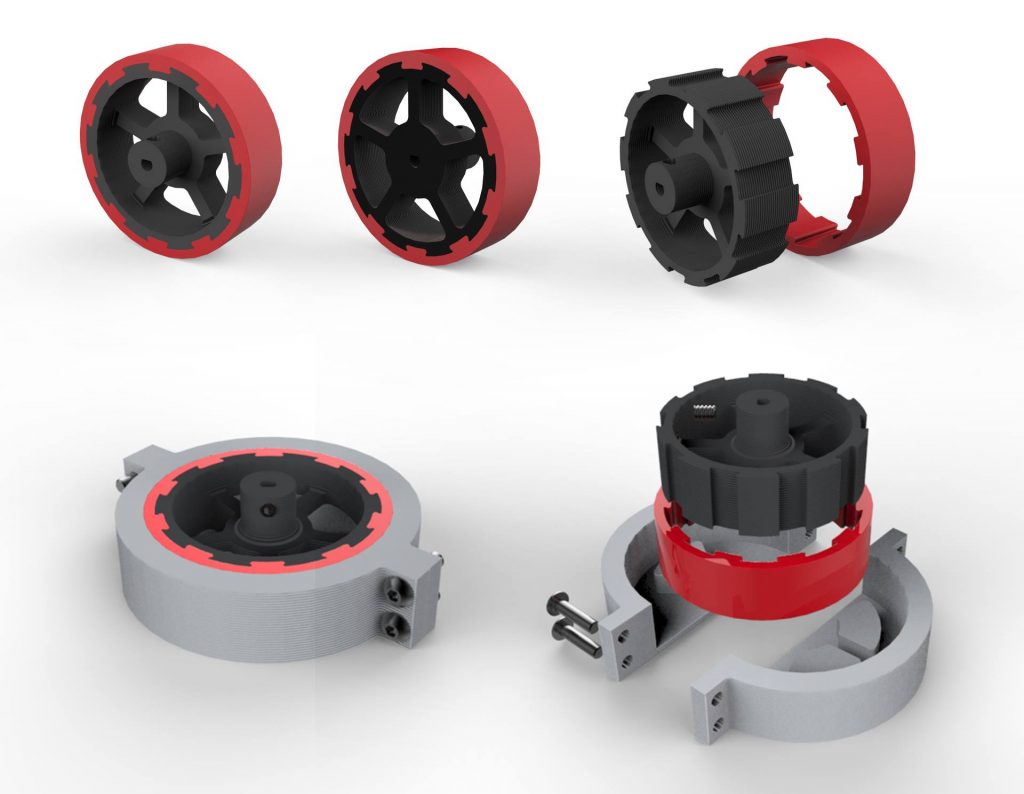
Making polyurethane wheels with 3D printed molds:
Team Just ‘Cuz Robotics did this nice tutorial:
Sunny Robotics did this nice tutorial :
Team Death-roll video Tutorial :
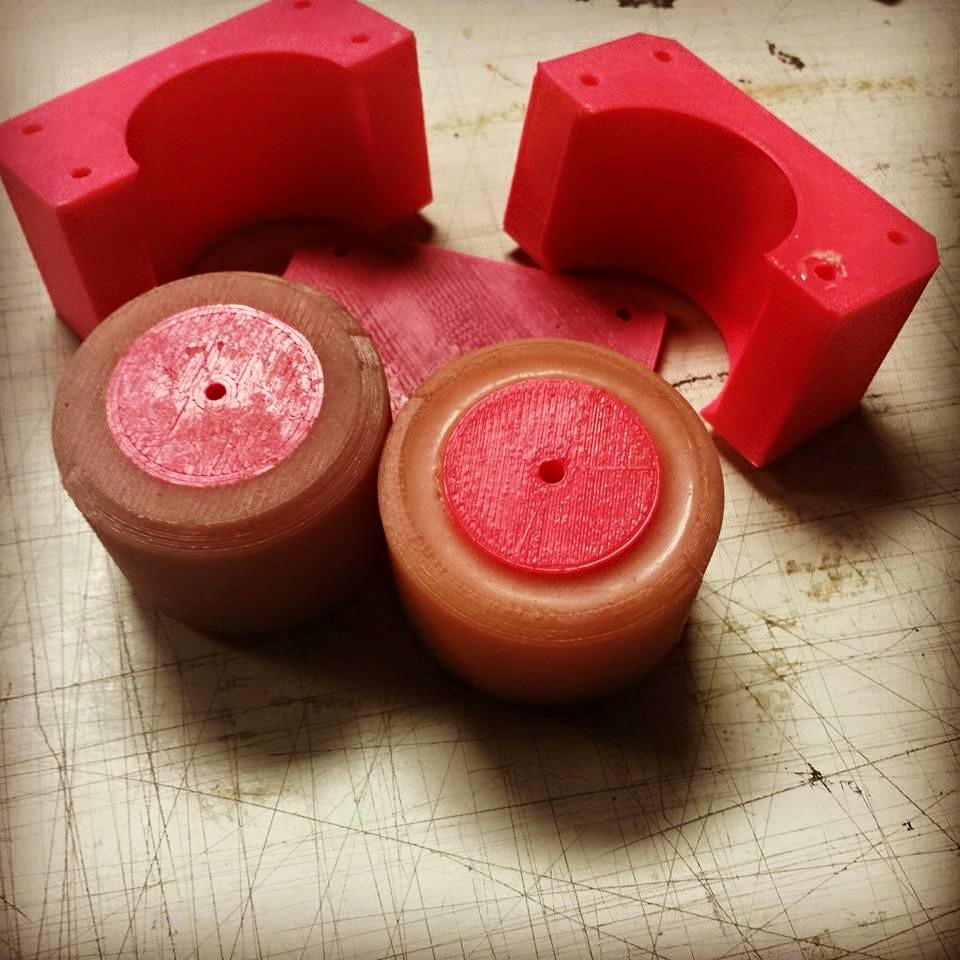
Stolen from facebook Combat robotics, the wheels of saw loser build by Alex Mordue. Original post date: 11-8-2018 link to post




Reality -Battlebots used CNC milled pom wheels and a shore 60 polyurethane epoxy to cast wheels. Original post 21 March 2018, link to post









General info found on Robot combat facebook about casting wheels and materials used: Link to post
Adhesion on parts:
Urethane casting- does anyone here specifically have experience with the “Forsch” urethane, which is available from McMaster as the 40a or 60a 2 part black for example? I am curious to ask a few questions if you used that specific brand.
This is what I used last year in Bite Force and Nighthawk and liked it, but I want better adhesion to the aluminum. I have done all of the normal things like sandblast, thoroughly clean surfaces etc, degas. Last year though, it was a colder temperature, so I plan to use a mini low temp oven for molding. And the new thing I found this time is their brand urethane to metal primer, and I haven’t used that, have you?
—
Spectre: We used Devcon Flexane 60. Might expensive. We super cleaned the aluminium hub, sanded them and used the metal primer but they still failed to adhere to the hubs. I’m not sure what the answer is now
—
The Storm2 wheels from Series 7 were a 60a Vulkollan – baked on to the wheels in an oven, took about 12 hours … back before making your own wheels was trendy
—
For maximum adhesion, you need a uniform tightly bonded oxide layer prior to coating. You can do this with chromate conversion coating (Alodine) but the gold standard in industry is phosphoric acid anodizing. Blast (I use S-170 stainless steel grit instead of aluminum oxide blast media), ultrasonic aqueous clean, then send out for PAA. Solvent clean and preheat to 130 +/- 5F. I use a bonding primer/adhesion promoter for most urethane pours onto nonferrous substrates and corrosion resistant materials (CRES, titanium). It’s less critical on ferrous substrates. I would probably use the Forsch ADH1001 and PRI1002 together. The key is the 0.5-1mil dry film thickness for both products. This is a very thin coat – I would practice on a scrap panel first. If you could spray with an airbrush or HVLP that would be ideal.
—
Smooth-on recommended shellac and inlaying a fine mesh to sort of act as rebar. We did the shellac as well as having pretty aggressive mechanical features to hold the urethane
—
We used the Forsch again from McMaster and it worked well with all of the best practices taken this year, this is from memory but:
—
1) aggressive coarse sandblast
2) very clean, first water rinse, then acetone, handled without touching surfaces
3) thin coat of the primer everywhere to make the very thin film, this is the slow step, and I didn’t have a good method of applying it, but the foam brushes worked “ok”
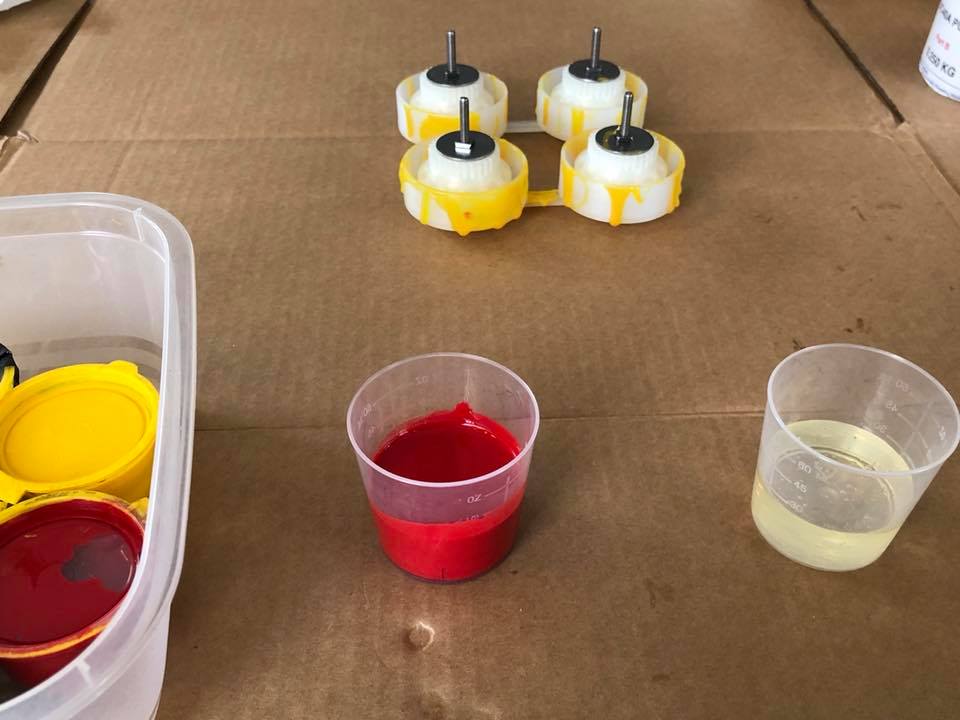
4) urethane mixed carefully, degassed in vacuum chamber, then poured in
5) a few more bubbles floated up and killed with a torch very quickly or it sealed the surface weirdly
6) cured in a low temperature ~105 F oven (made out of 1” thick pink rigid foam insulation forming a box) the oven was just a relay controlled thermometer and a small ceramic space heater inside the box.
7) cured for about 12 hours then demolded and put back in the low temp oven for as much time as I had, a few days total. And additional time before being run.
Seemed to work well
—
Awesome we did similar with our Vytaflex up to Step 6. Had no problems with adhesion to an aluminum hub.
But with the Vytaflex 60A, we were not happy with the grip. It seemed to get coated in the paint from the floor and lose all its grip pretty quickly.
It’s great on different surfaces, concrete, and unpainted steel. But terrible on whatever the BB floor is coated with.
—
You guys ran the Vytaflex 60A? How was the wear at 60A? I was looking closer to 80
—
Id personally go softer if I were to do it again and swap out more often. At 60A we could prob run a whole event with them and theyd be fine.
This is assuming softer would mean more grip. But happy with durability at 60A.
—
For what its worth 60a was fine at KOB. Terrible at BBs
—
We used 60a Vytaflex on Hounds and found the grip/strength vs PITA to work with factor was pretty favourable. I’d use it again. Although ours came out closer to 50A for whatever reason.











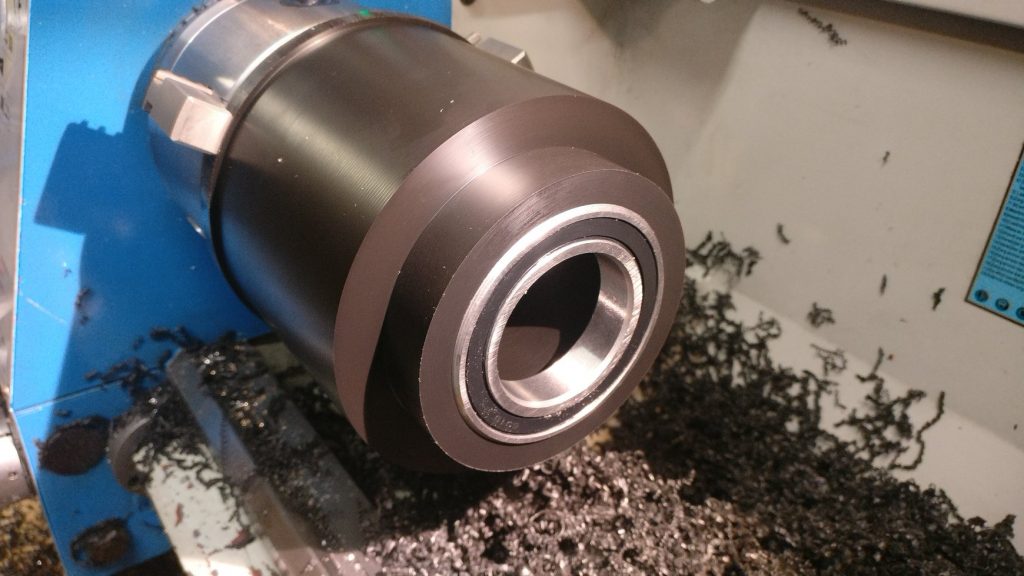
Biteforce 2019 wheels :




machined billet 6061, but heavily sandblasted for urethane adhesion (edit- to add on, the outer area has additional unusual coloration because of the urethane primer applied in a thin coat and dried)